һ���C��
1.1.1���̽�헃���
XX�������˾1��75t/h�t늳��m��ԭ��ͨ�^ݔ��ϵ�y���뱾ϵ�y�ѽ�2��ԭ�Ҏ죬��������ĸɳ���ϵ�y�OӋ���O�䣨���Ҏ��O�䣩����؛�����b���{ԇ�����\�й�����
1.1.2ʩ������Ŀ��
�������Ñ����룬�Y���ҹ�˾��ʩ��������ˮƽ���Ŀ��^���ƌW�ĽǶȳ��l���҂��_���˱����̿���Ŀ�����£�
1���|������Ŀ��
���F�����|���ϸ���100%���_����λ���̃�����90%���ϣ��ܵ�����һ�κϸ���97%���ϣ�ϵ�yԇ܇һ�γɹ���������λ���̃�����100%��
2���M�ȿ���Ŀ��
���C����ͬ�����_������������ȡ�^�A��������ǰ��ɣ��������IҪ�����ñ��\���ա�
3����ȫ����Ŀ��
�Ă��ش��¹ʣ��˹�����ͨ���O�䡢��ı�ը�����㣬�����¹��l�ʵ���1.6%��һ���ēpʧ���ڮaֵ���f��֮���c����
4������Ŀ��
�������M�����ֶΣ����F���Ă�һ���������O����顣
1.1.3ʩ���M���C��
����ʩ�����I����
ʩ���ʂ� ���� 늚��A�� �O�䵽؛��� �O�䰲�b��λ ��ˇ��� 늃x���b �ΙCԇ�\�D �O�䡢��ˇ�ܾ�ԇ�� 늃xУ��ԇ� ϵ�y�{ԇ ���� �����Y�� ���g���� ��ԇ܇
1.1ʩ��Ҫ��
1.1.1�F��ʩ�������OӋ���O�似�g�ļ��M�У���l���OӋ׃�������P������Ҏ���k�����m��ʩ�����OӋ׃���Y�ϼ��r���������Ʊ��ܡ�
1.1.2���b�O�估���b���Ͼ��ЮaƷ�ϸ��C����
1.1.3�F���ӹ��ij�Ʒ����Ʒ��Ҏ����Ҫ���M�Йz�飬����Ҫ���ʹ�á�
1.1.4ʩ���^���м��r�M�Йz����գ������F���ϸ�r���·�����ֱ����պϸ���M����һ��ʩ����
1.1.5ʩ���н������֬F���������O�䰲�b�Y���صיz�����ߡ�
1.1.6����ʩ�������O�����c��ˇҪ���ƶ���ֹ�p���O��ͱ��C�|���Ĵ�ʩ��
1.1.7ʩ���^���У��������ڽ������ϴ��ҿ����p�ij���䓽���A����䓽����������ʩ��������ʩ������M�����������r�������P���T���ʡ����ҿ����x���m�����ߡ�
1.1.8ϵ�y/�O�䰲�b�Y������������ʩ�����gӛ䛣����z����գ��C�������OӋ���O�似�g�ļ������PҎ����Ҏ����
2.2ʩ�����g�˜�
2.2.1���A���
1.1���F�е�֧�����ľ��_���O��Ļ��A���ľ������������R��
1.2�͜y�O�����ľ��c���A��λ���ʾ��ľ��x�`����χ���Ҏ��Ҫ��
1.3��ˮƽ�x���b�õĻ��ʘ˸ߜy���O���֧�ȵĘ˸��`������χ���Ҏ��Ҫ��
1.4�z���A���λ�á����_��˨����ĸ�͉|Ƭ��Ҏ����̖�����������OӋҪ���_��˨�o׃�Σ��ݼy���֟o�p�ġ��o�P�g��ȱ�ݡ�
2.2.2�O���|���z
2.1�z��aƷ���S�ϸ��C���f�������b������Ƿ��Rȫ��
2.2�z��ꮅ�������p���k���к��C�ęz�ӛ䛡�
2.3���O��λ̖���̖��ӛ�����Ϙ��R�������_�����������������������2.4���ЙC�Ԫ���͂��әCе���O�䑪�z����늚�Ԫ���o�p�Ă��Ӳ�λ�o�P�g�ĬF��
2.5�z���O���Ƿ���ϰ��b������Ҫ��
2.6�z���O�����^�Пo�\ݔ�^���еēp�ġ�
2.2.3�ܵ�ʩ��
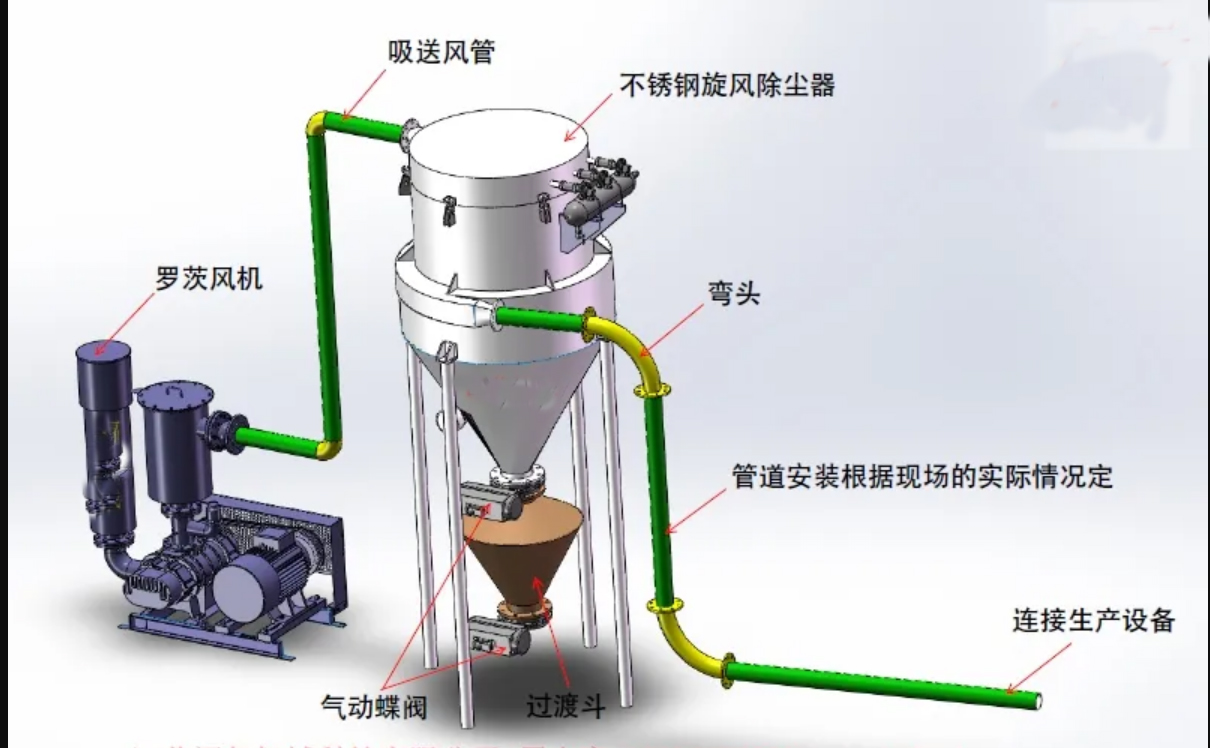
���ιܾ�ʩ����������Ҫ�馵159��8����133��8ݔ�ҹܰ��b���B�ӡ�֧�Σ���
�ܵ�ʩ������
1.1�ܵ�ʩ��������Ҋ�D��
2.2.4�ܵ�ʩ���c���gҪ��
1.�ܵ�
1.1��զ�159��8����133��8�ܵ����|���͔�����
1.2ʩ���ˆT��횇���ʩ���D���ܶ��M���A�ƣ��ܵ��B�ӻ�زã��������S���׃����l�F�A�ƹܶ΄��ֵIJ���������ͨ�^���g�ˆT���S�ɷ��ɸ�׃��
1.3̼����Ͽ��Ú⺸�M���и��ɰ݆�C���¿ڼ����¿�20mm�����ĥ�Ƀ������йܾ�֧���ܾ����ÙCе�и��M�����ϣ�������˨���x���_�ھ����ÙCе�D�ס�
1.4����DN50�ܾ�����늺��C��
1.5���^�������Ə��^�����z�鏝�^�����ʰ돽�����Џ�̎�������Ѽy���l���ȱ�ݡ����Ə��^�ı��摪�ӱ��o�У����o�е��A�ư��b�������OӋҎ�������o�е��A�ư��b���ڵ������M�У����ӕr��������20mm������̖�ڣ���ȫ���������Һ����ض��c�h���ض���ͬ�r�ٷ��]����̖�ס�
1.6ʩ���ˆT��횰��ξ��D�M�и��N���R�����R���ݰ������ܾ�̖���ξ��D̖���ܶ�̖������̖�������ӡ̖�����R���Ҏ���������ˡ�
1.7ʩ���ˆT��횰Ѯ�����ɵĺ����ψ��g�ˆT�����g�ˆT�_�J���D���|�z�ˆT���|�z�ˆT�����ψ���r���z����պ����Ƿ�ϸ��������g�ˆT��̽��ί�Е���Ҫ��ָ����Ҫ̽���ĺ��ڡ�
1.8ʩ���ˆTҪ���r����ӹ���ӛ䛣������Ҫ�Rȫ������̖�����������ʴ_�����E������
1.9�ܶ���ɺ��ɼ��g�ˆT���|�z�ˆT���ξ��D�M�Йz����գ����_�J���N�z��Ƿ���ɣ��܃��Ƿ��坍���ܶ���պϸ�ܶ�Ҫ�M�з�ڣ����|�z�Tճ�N�aƷ�ϸ�˺����քe��ϵ�y���ƴ����ָ��������
2.�ܵ����b��
2.1��ˇ�ܵ����b�����ȴ�ܺ�С�ܣ������ܺ�֧�ܵ�ԭ�t�M�С�
2.2�F�����g�ˆT�����ϵ����������r���_�J�ܵ����b�l�������k�����ӡ�
.2.3�����ܵ����b�l�����A�ƹܶ���Σ���ϵ�y�ƶ�Ԕ���İ��bӋ����
2.4���ξ��D�ˌ��ʂ䰲�b�Ĺܶ�̖�����ھ�̖���z��ˌ��谲�b�Ĺ��y�����Ҏ����̖��
2.5���ܵ�ƽ��D���ξ��D�_����ֻ���ܵ�λ�á���̖�����M�а��b��
2.6�ܶΰ��b�M�������ڵ��ψ�����c�A���A����ͬ��
2.7�ܶνM���r����]���A����Ҫ��Ĺܾ����Ï��нM����
2.8�ܵ����b��ɺ�ϵ�y�����P�Ćξ��D�M�Йz����գ��z����Ҫ���ݰ������ܵ��ęMƽ�Qֱ�����m���y�T���|Ƭ����˨Ҏ����̖�Ƿ����_���y�T���b�ķ����Ƿ����_����֧�����Ƿ��Rȫ��
2.9�_�J���N�z��Ƿ���ɣ������°l�ˈ�档
3.�ܾ����ӣ�
3.1ʩ���ʂ�
ʩ���T�������D���L�ƹܵ��Ćξ��D���ξ��D�ϑ����������R���ܾ�̖����λ���Q�����|��Ҏ���ھ�̖�����������ȡ�
3.2���Ӳ���
�٬F���O�úϸ�ĺ��l�췿�����Oȥ��C���Ԅ�ӛ䛜؝�ȃx���҃Ȝضȱ�����5�����ϣ�������ȵ���60%��
��ʩ���T��ʩ��ǰһ�����ڶ��캸�ĺ濾����Ӌ�����濾�T��Ӌ���濾���؏ͺ濾���ó��^�ɴΣ����J������l�濾ӛ䛡�
�ۺ����{�I�ÿ��Iȡ���ģ�������ںϸ�ı���Ͳ�ȣ����l�^�����S�y�ӣ�ÿ���������һ������СͲ�����꺸�l�^����СͲ�Ȼ��ա�
3.3�����O��
�\���F���ĺ����O�䑪��ʩ��ƽ��D���ò�̎����à�B��늉���������푪��У��|���^�B�ӿɿ������ý^���z���ɿ�������
3.4�¿ڼӹ�
�¿ڑ������Ӵ�ʩҪ��ߴ硢�ǶȲ��Ú����ӹ����¿ڃ������20mm�����ð�ʽɰ݆�C��ĥ��¶�����ٹ�ɣ������z��o�Ѽy����Ƥ��ë�̵�ȱ�ݣ������S�M����
3.5�M��
�M���e߅���������g϶�ȷ��ϴ�ʩҪ���M�ж�λ������λ���g�ࡢ���c�߶ȵȑ����ϴ�ʩҪ��
3.6���ӹ�ˇ
��ʩ���F�������c��ȡ���L������ȴ�ʩ��
�ں��ӕr�������������ӹ�ˇָ������Ҫ��ʩ����
3.7����z��
�����������ڱ����M����ĥ��ȥ���w�R�����ԙz�ϸ��������̖�������ӡ̖�Ș��R���������ӛ䛡�
3.8�o�p�z�
�ٽ����|�z�T���^�z�ϸ�ĺ������|�z�T���zԇ�Ӌ��֪ͨ�z��ˆT���r�ա�
�ڙz��ˆT���o�p�z�Y�����ԕ�����ʽ���r֪ͨ�|�z�T�����������ꮅ���ڷ���֪ͨ���Ϻ��ֺ��|�z�T���������ա�
�۟o�p�z�y�ˆT����ʩ��Ҏ��Ҫ�r�M�ДU̽��
4.�ܵ�ԇ��
4.1���ƹܵ�ԇ����ʩ���ƶ�ԇ��Ӌ����
4.2ԇ��ϵ�yҪ������ͬ�����ȼ��M�Є��֡�����ԇ��ϵ�y�D���������P�Ćξ��D����ϵ�y�D��ע��ԇ�������܉�����ע��ä��λ�ü��Mˮ�����c���ſ��c��λ�á�
4.3��ж���܅��cԇ�����y�T�������Ʊ��ܡ���������ܶ��M�м��b�Ѿo��
4.4�����ɼ����p�����O���_�J��ա�
5�ܵ���ϴ
�ܵ����߸����OӋ�ļ������ṩ�ĬF���l������ʩ�M�С�
2.2.5�O�䰲�b
�O�䰲�b��Ҫ���L�C��ݔ�ͱü����m���ȵ�ʩ������Ҫ���D���b����λ���_����������
3.4.1��؛���O�����г��S�ϸ��C������
3.4.2����؛��䓲İ�����Ҏ���͘I����Ҫ���M�г���
3.4.3�м��z����䓵Ďγߴ�ƫ������χ���Ҏ����
3.4.4���b�r����У����䓵���̖��
3.4.5䓽Y���İ��b�����������b���H���������ڵ������A�ơ�
3.4.6 �ɽM�r���Կ��]�ڎ�픣��_���M�b�䡣
2.2.6���ʩ��
1.ʩ����ˇ���|��Ҫ��
1.1�ڰ��b�{ԇ�У�������Ҏ���˜��M��ʩ������ʩ���Ї����|���P�������|����һ�^��|�z�ˆT��횽����Ե��M���|���O����
1.2ʩ���м��r�J������Nʩ�����|�zӛ䛡�
1.3�ӏ���؛�O��ęz����գ����ϸ��O�估���Ͻ�ֹ���bʹ�á�
2늚��O��İ��b
1.1늚��O��֧�̶ܹ��ι̣�ˮƽ����ֱ�`����^2%�������O��λ��һֱ����ƽ���ϣ��Ҹߡ���һ�¡�
1.2�����O���횸����D������̖���������b�ι̡��M���ڏ����ܷ�|�ȿ״�С����|�⏽�и��ʣ�������Ȳ�С����|�⏽��3/10���Ҳ���С��4mm�������ܷ�|�S���L�Ȳ��S�и�����ܷ�|����������Ɖ|Ƭ�����o��ĸ��횔Q�o�����C������ܷ���ܡ�
1.3����O�䰲�b�ꮅ���茦�������������_���M�д_�J���ҽӵ���á�
1.4늚��O�䰲�b�ꮅ�r�p���p�ţ��Է�ֹ�O���Ӌ����Ӷ��p�ġ�
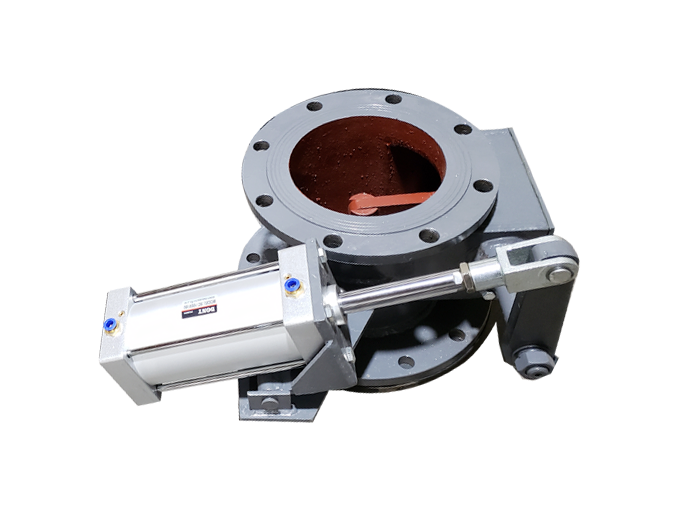
3��ܰ��b
1.1��|��ܰ��b�r��֧�����б�λ�ÿɸ����F����r���b����֧���c�g��ô���ÿ����ܵ��L�ȡ��߶��������Լ��D���ͷ�֧̎�����֧���c��
1.2��|��ܸ�����˨�B�Ӿo�̡���|��ܵ��и����늡��⺸�и
4��|���O
1.1����|�σȣ��߉���|���O���όӼܣ��͉���|�Ϳ�����|���O���Ӽܡ�
1.2��|���o�ܸ����O��λ�ã��M�������O����M���ס����A���o��Û���ȿڣ��ܿڼ��ȱڹ⻬���oë�̡���|���O��ܿ���ʯ���K������Ȼ���Þr�������÷����z������
1.3��|���Oǰ����|�M�н^���z�y���͉���|��500V�u�����߉���|��2500V�u�������M���͉�ԇ�ϸ�����M�з��O��
1.4��|���O�������R�����˽��档��|�ؘ���������D��̎���̶�����ֱ��ÿ�̶�һ�Σ���|�����돽����10������|ֱ����
1.5��|���O�r������������ˆT���yһ�Єӣ� ��ָ�]����|�����ܵ��Ρ��������p������|�P���O�ι̡���P�ϑ��o��ӻ�����ͻ������O�r�D�Ӳ����^�졣����|�D��̎�ăȂȲ���վ�ˡ����^���ӕr��Ę���ֲ��ÿ����ܿڣ�������250mm���ϵľ��x������Ę���ֱ�������
1.6��|���O�꼰�r��Ø�־�ơ���־�ƽ����ι̡���|�Д�r����|�^���ã������ܳ���
1.7��|�^�������������ز���Ҏ�̣��z�b��|��z�ɿ��ӵأ��ӵؾ����ò�С��10m2��ܛ�~�����ڽӵض����ϡ�
1.8�P��Ӿ����R�����н��^�o�ܿɿ�����˨��¶2-3�ۣ���|�c�̶�֧���g�ý^������Ա��o��
5.�P���b
1.1�����A����A��䓱��糬���^�鱣�o���b�|������ÿ�M�P����A��䓞�һ��Ԫ���Գ��������ֵ������c���ڸ��Pλ�Ӊ|�F�������^���K����������������ƽ������`����^��1mm��
1.2�P��ƽ�沼�ø����OӋ�D���M�а��b��
1.3�P���������b�����D����̖��������ϡ�С܇�������ʹ���f����������ʽ�M�У����Ï������롣
1.4�P���b�ꮅ�������������������_�Դ_�J�������ǰ���м���ȥ�������ϵĉm�����B�o����֬��
1.5ÿ�M�P��ӵؼ��ӵظɾ��B�Ӳ����ڃ�̎��
1.6�P����O�����ǰ������������O���M��Ԕ���z�顣�_�J�o�`�������P�ˆT�J�ɣ�������늣����ԇ܇�r����������O����־�ơ�ԇ܇����S�������ڻ�·�Դ���£�����l���|늂����¹ʺ�����O��p�ġ�
1.7�P����^���O����\�r������K������ڌ��õ����ϡ����\�r��������ˆT�����Ќ���ָ�]���L������r�����_�h�x�L�ܡ��Է��������_���p���O�䡣�L���p���p�ţ�����p�ĵ��档
6.����
1.1���λ�·�o���_�P���ГQ���c�����ʴ_�����|�ɿ����Cе�]�i�b�Ä����ɿ���
1.2���νӾ����Dʩ�������ö��ν�̖���Ա��C�Ӿ��ʴ_����|о�����䌧���Ķ˲�������·��̖�;�̖����ע���_�����E�����Ҳ�����ɫ�������������侀���R�����������^���B���ι̡��ݽz���|Ƭ�����ɉ|�Rȫ��늚�ӵ����á���|�������o�p�����^�����ã��������R�������⽻�棬ÿ�����Ӱ��ÿ�ȽӾ�һ���һ���������^�ɸ���
7.��ù�ӵ�
��ϵ�y���O�������O���M�нӵء�������費����4�Wķ��
8.�O��ԇ�\
1)��ԇ�\����ǰ���������O��ļ��g�ļ��͇���Ҏ�����������Ĵ�ʩ��������˾Ҫ���M�Ќ����ϸ�
2)���Cе��ԇ�\�����O�䰲�b�Y�����������İ��bӛ䛣�������պϸ���M�У������߂����l����
2.1�O����ι��{���������_�����A���������OӋ��̖��
2.2�O���܇��������s���������Ƀ����_�ּ��Ѳ����
2.3��ԇ�\���c�������㣬���б�Ҫ��ͨӍ�Oʩ��
2.4���Pͨ����ͨ�o�衣
2.5ԇ�\���ظ����o��ȼ�ױ������������Oʩ��
3)���O��ԇ�\ǰ�����M�к����z�飺
3.1�Cе�Ȳ����B��ϵ�y�Ȳ����������κΖ|����
3.2���_��˨���B����˨�Ȳ������ɄӵĬF��
3.3��¶���D�Ӳ��֑��б��o�ֻ���ڡ�
3.4�S����s������sˮ�����㣬��ˮ�ܕ�ͨ��
3.5��Ħ����λ�����ĝ����ͻ���֬��
3.6늄әC��ͨ�Lϵ�y�o�s�ա����]��á�
4)�����c�Cе���_��늄әC�����ȆΪ�ԇ�\�D������2С�r���D�ӷ������_���¹ʰ�Ť�����������ϸ�Ɏ��Cԇ�D��
5)���Cе�O��ԇ�\ǰ��ע��ð�ȫ��헡�
5.1�S���̶��Iȫ�����b��á�
5.2�P���S�����o�����F��
5.3��һ�Ά��ӕr�����_��ȫ�ٺ����¹ʰ�Ťͣ���^���S�к��D�Ӳ�λ���o�����F��
6)���Cе�O��ԇ�\�������OӋ�ļ��͇���Ҏ��Ҫ���M�С�
7)��ԇ�\�r���z��Cе����λ�Ĝضȡ����Ӽ������ָʾ���ó��^Ҏ��ֵ���g϶��С�r�M��Ԕ��ӛ䛡�
8)���ֲ�ԇ�\�������O�似�g�ļ�Ҏ����һ�㑪��������Ҫ��
8.1�S�м��D�Ӳ�λ�o�����F��
8.2�S�й����ضȑ�������һ���S�М���������40�档
8.3��ӑ������������OӋ��Ҏ��Ҫ��
8.4�o©�͡�©ˮ��©�L�F��
8.5����ѭ�h��ϵ�y�����r�����͉�������������Ҏ����
2.2.7����ʩ��
1.1�������:
����Ҏ����
����Ϳ��ʩ��������С������l늏S�����O��ܵ����������OӋҎ����SDGJ59��84���������O��ܵ���������ʩ�������Ҏ����HGJ229-83��Ϳ���f������
1.2ʩ����ˇ��
2.2.8ʩ��������
1�����ǵ�؛�������횷����OӋҎ��Ҫ�����ЮaƷ�z���ϸ��C�����Ռ���z����ɫ�ȡ�ճ�ȡ�Ҏ��Ʒ�ơ���Ч�����Ƿ�������]�кϸ��C�����ܲ������OӋҪ��IJ���ʹ�á�
2�����ᑪ�ڌ��T�ط����ܣ��܇�Ҫ�з���ͨ�L�O�䣬����ꖹ�ֱ�����䣬ʹ�����Ҫ�M��������
3��ʩ�������õ���������Ը�׃�������ծaƷ�f�����M������{�ͣ���֔��裬���C��������ϣ���ͬe����ʻ��ʹ�á�
4��Ϳ�������A̎��
4.1���ܾ����O����Ä������P�r�������ˢ���ɰ݆���P���_�����P�ȼ���
4.2����Ŀ�y�͌��շ��z����P�|����Ŀ�y�͌��ՙz�鲻���ϵđ���������ɰ���P�����ò�̎�����M���µ�����
5������ʩ��
5.1����̎�����P��Ҫ����8С�r��Ϳˢ���ᣬ��������ڮ���Ϳ�����Ϳ��ǰ�����܄t��Ϳ��ǰ�����������������M�b��̖���ݼy�۵����ⲿλ���Ա��o����Ϳ�����ᣬ�����¿�߅��50mm̎��ҪͿ�ɺ���Ϳ�ϡ�
5.2�����̲����˹�Ϳ�ᣬͿˢҪ��ˢ�۽��e��ÿ�������M�У���Ĥ���ʲ�¶����¶ˢ��ÿ����Ĥ���ɺ����M����һ��Ϳ��ʩ������һ��Ҫ�_��Ҫ��ĸ�Ĥ��ȡ�
5.3������S����ɵĵ��Ṥ�����O����ڬF����Ϳ�^����Ĺܾ�����ĵ���p��̎�M���������Ä��������քӹ���̎����Ҫ�����a���ᣬ�����ɺ��ٰ���Ҫ��ˢ��һ���ᡣ
5.4���������������L�P�������ճ���ҲҪ�����ϳ��P�����a��
6������ʩ��
Ҫ����Ĥ��ȷ���Ҫ�����ʲ�¶�����������ˢ�y���ɫһ�£������S���FÓƤ��©ˢ�����P���ס���������Ƥ�ȬF����ڡ�
7��Ϳ��ע����헣�
7.1����ϡጄ��r��Ҫ�������ضȸߵͣ��m�������{�����Ա�ʹ��Ĥ�⻬һ���Һ�ȷ���Ҫ��
7.2��N�M�ֵ��������һ����Ҫ���e�����\���Ҫ��֔��裬�Է��������M����Ҫ�Ѷ�����Ꭷ���F����
7.3Ϳ��ǰ��Ҫ�øɲ���������Ƀ���
3.7.4߅��̎������ˢ��֮̎Ҫ��Сˢ���м�ˢ������©ˢ��
7.5��ˢ��ӡ�����E���κۡ�ճ�ϵ�ˢ��ë���E���Ū�K�˵���r�£�����Ϳ�����ǰ����ɰ�����p�p���M�����a��
7.6���ˌ�����Ϳˢ��e�������������c�����f������Ҏ���Ĕ������Ա��^��
7.8�z�yÿ��Ϳ�Ӻ���ґ���ӛ䛡�
8��Ϳ��ĭh��Ҫ��
8.1�h���ض��˞�15��30�棬���ضȵ���5������40��r������ʩ����
8.2Ϳ����������һ��Ҫ����85%����Ϳ�����Ĝض����ٱȭh��¶�c�ضȸ߳�2.5�档
8.3 5���L����ֹͣͿ�����I�����L�^��r�������m�����E������Ĥ���F��ۡ�
8.4�ꡢ�F��ѩ�첻���M�Б���Ϳ�����I���ꡢ�F��ѩ��Ӱ���Ĥ��ճ������
8.5Ϳˢʩ����Ŀ�y������|�����ô��Ԝy��x�z����Ĥ��ȡ�
8.6��ɰ��Ϳ�Ṥ���M���У�ʩ���ˆTҪ����Ԕ���ʴ_��ӛ䛣����ݰ�����������̖����ɰ�杍���z����r�������ء�������ȼ���������Ĥ��ȵȡ�
9��Ϳ��z�
9.1�[�ι��̑��ڸ��wǰ48С�r�ȣ�Ո�跽�O���M�Йz����^�mʩ�����z���Ŀ���£�
�ٳ��P�������F�P��B�ȵı���̎��z�顣
�ڙz����Ӹ���������r��
��Ϳ�Ӻ�ȵĜy����
������ȱ�ݙz�顣
9.2ʩ���У�Ϳ������F����ȱ�ݕrҪ�M��Ϳ�a����
��Ϳ�ӵ�ͿĤ�����Ϳ��Ĥ���аy�����ݡ���Ó�䡢�տs��ȱ�ݡ�
��Ϳ��Ĥ߀�]��������ڜض�ͻ׃�����ꡢ��ѩ����r�����F�ĵΠ���c��
������ȫ��ʩ
��һ����ȫ����
�ɳ���ϵ�y�ڰ��bʩ���У����������ύ�ǰ�M�а�ȫ���g�������W���������P��ȫ���a�Ͱ�ȫʩ���ĸ��Ҏ������ȫ���gҎ�̣�����ԇ�ϸ�ſ��ύ��������M��ʩ���F������ڹ��̼��g�ˆT�M�м��g���ף���Ϥʩ���F�����O������P֪�R���ܪ������I������N�Ĺ��ˣ�δ�����T���g��Ӗ��δȡ�ò����C�ߣ����ê������I��ÿ�����Iǰ��ؓ؟�˾����������I���c�����w������ȫע����헣�ָ�������^�ȵ�Σ�U��λ��Σ�U�O�䣻���w���������I������ǰ�����_�ֹ��������r�yһָ�]��������ϣ����{һ�£�����ǰ�������Ї����Ⱦƣ������rҪ�������У��������[����������N�����I�����I�F�������Ќ��T�İ�ȫ���g��ʩ�����ؘI�������P��ȫҎ����
��������ȫ�ķ��o
��ȫ���o�DŽڄӰ�ȫ���o����Ҫ�ֶΣ��M��ʩ���F���r�����I�ˆT��횰�Ҫ���Äڄӷ��o��Ʒ���߿����I�ˆT�����ð�ȫñ�����ð�ȫ����늚⺸���I�ˆT�����÷��o�R����o���֣�늹������ý^��Ь��
�F���ˆT����������������������ͣ�����������S��ͨ�^Σ�U�ضΣ��F���ˆT���S�rע���\�D�еęCе�O�䣬����g�����J���w�̂�����늹��ˆT�����y�ӬF���ȵ�늚��_�P�C늚��O�䣻δ���S�ɲ��Áy�ӷDZ�����������һ�ЙCе���Oʩ�����ʴ���\�ϙCе���ϻ��¡�
�������������ʩ���F����ȫ�z��
�����șz��ʩ���F�������܇��h���Ƿ��_����ȫҪ��ȫ�Oʩ�Ƿ���ã����r����Σ�U�[��������ʩ����ʩ���F�����N�O�䡢���ϼ��U����Ҫ�a�����R���Зl���ɣ����ֵ�·��ͨ����ʩ���г��F�����ӡ�������Ѩ���[��̎�������r�O�÷��o�ڗU����o��־����܇�v�����˵ĵ�·�ϣ���������Ŀ�ľ����־��ҹ�g�O�t��ʾ����ʩ���F�������S������ȼ�ױ���Ʒ���F���û���ָ���İ�ȫ���c�O�á�
���ģ����b���I��ȫ���g
���Iǰ����ӆ����ȫ����Ҏ�̺ͷ���������˼����ҕ���yһ���{���yһָ�]�������Ϥ���Nָ�]��̖�����ܜʴ_�ؽ���̖�Єӡ���횇���z����N���ߡ������O���Ƿ���ã��ɿ����Ƿ���ϰ�ȫ���gҎ�������ʳ�ؓ��ʹ�á����ؙC�������K����䓽z�K�����Ă��Ï��ȣ�����^���܇������O�R�r���ϣ������o�P�ˆT��ȣ�ע�������r�������L������r��������¶���M�е��b���I������r��Ҫ�Ќ��ˌ���������������˦�ӡ�����^�ҿՕr�������������������ͣ����ͨ�^���ھ���C����݆������䓽z�K�Բ���վ�ˣ�������P�C��� ��ָ�]��������̖���������r�����g�����^��݆�������I����������r���K���YҪ�Ҝ����ģ������ڈԌ���ƽ����·����ֱ��ǰ�M��ж܇�����r�ͼӱ��U�K��